|
在排程運算時要填入排程底稿的工作項目都以製令的型態存在,製令內容所標示的用料也是計算材料供需數量與日期的依據。通常在ERP系統中也會有製令相關資訊,但是因為基本的BOM資料有重大差異,
對應產生的製令資料結構也不同,所以整體運作過程中也有不同的功能表現,下表列出ERP與神燈的製令差異。
ERP與神燈的製令差異
|
|
階 |
層 |
各層資料說明 |
適用生產作業狀況 |
備註 |
|
ERP
製
令 |
單 |
單 |
第一層 : 產出品號的基本資料 |
用料與製程(工序)固定不變
第一製程(工序)全數投料 |
製程(工序)與用料分開管理個別運作 |
|
單 |
雙 |
第一層 : 產出品號的基本資料
第二層 : 製令的用料內容 |
製程(工序)固定不變
第一製程(工序)全數投料 |
|
神燈
製
令 |
多 |
三 |
第一層 : 母製令->最終產出品號的基本資料
第二層 : 子製令->各階半品的所有製程(工序)資料
第三層 : 各子製令的用料內容 |
各種生產作業狀況均適用 |
運用子製令整合製程(工序)與用料 |
ERP系統在MRP運算過程中先依據最終產出品的料表(BOM)單階算出半成品需求數量,
然後依據半成品號合併各需求量開出半成品的單階製令,內容中可能包含更下一階半成品,
接下來的作業就是在合併半成品需求數量產生製令算出更下階半成品需求的循環作業中逐階開出各個產出品號的單階製令,每張製令中與料表(BOM)及標準工時對應含有產出品號與參考資
料等製令基本資訊,依據管理投入用料內容的差異分為單層與雙層兩種製令結構:第一種單層結構方式是製令中只有記錄基本資訊而不紀錄用料資訊,依據產出品號自動參照取用標準料表(BOM)作為製令用料內容,日後的各項運作都取標準
料表(BOM)為計算材料的依據,這種方式資料結構最為簡單,適合用料單純永遠不會因為製令而出現差異的生產型態。第二種雙層結構方式則是產生製令時從標準
料表(BOM)複製一份做為製令用料內容,每一張製令的用料資訊都被獨立保管,後續作業中對於製令的用料變更(依實際作業需求增減或更換用料)都是單一製令個別運作,不受到標準
料表(BOM)的影響。ERP製令的製程(工序)資料處理方式與用料資訊類似,一樣可以分為單層結構與雙層結構兩種方式。
神燈的製令
通常包括所需半成品組成為含有多階內容的一條龍製令,從投入材料經過各階半成品到產出最終成品全程控管,逐步進行排程運算就可得知全部的生產時程與最終成品的產出時間。若有生產策略的考量可以特別設定參數,
規劃製令時先依據訂單需求產生後段的訂單生產製令,依據需求的半成品數量開出前段生產作業的初階半成品MRP製令,執行排程時先運算MRP製令得知產出前段半成品的數量與時間,
此資訊依循關鍵料原則成為後段作業許多張依據訂單生產製令的開工限制條件,依此方式排程運作一樣可以得知全部的生產時程與最終成品的產出時間。
如果習慣於使用ERP的單階製令,
也可以在神燈中設定參數後以MRP方式逐階展開製令,經由排程運算的相關參數讓神燈依循料表(BOM)的各階組成關係,從最底層的初階半成品開始向上逐階進行排程,
每一階產出半成品的數量與時間都依循關鍵料原則成為更上階半成品或最終成品製令的開工限制條件,如此運作可以得到與ERP相類似但詳細管理各製程(工序)的製令,又能得知全部的生產時程與最終成品的產出時間。
神燈製令的內容共有三層結構,第一層結構在神燈中稱為母製令以
最終產出品號的基本資訊為主,第二層結構在神燈中稱為子製令,依據需要生產半成品及製程的先後次序列出應該要進行的所有製程(工序)資訊,其中包含應該採用的生產作業方式與
標準工時資訊,第三層則是紀錄個別子製令的用料內容。產生製令的時候從標準料表(BOM)及標準工時資料中複製建立了三層結構的所有資訊,後續各項功能都以每一張子製令為
執行作業的目標,不論是製程(工序)或用料內容的變動都可正確有效進行管理與運算。
為了便於互相對照;此處採用與料表(BOM)與製程(工序)相同的資料為例說明神燈
產生的製令內容,第一層母製令設定為紅字,第二層子製令設定藍底黑字,第三層用料內容為黑字並且在無料製程加入深灰底色作為區別。
航太零件精密加工製令
|
第一層 : 母製令->航太零件 |
|
第二層 : 子製令 |
第三層 : 子製令用料內容 |
|
序號 |
子製令產出品料號 |
製程 |
投入材料/半成品 |
單位用量 |
|
01 |
航太零件 |
A粗車 |
超合金胚料 |
1 |
|
02 |
航太零件 |
B精車 |
|
|
|
03 |
航太零件 |
C外研 |
|
|
|
04 |
航太零件 |
D銑 |
|
|
|
05 |
航太零件 |
E熱 |
|
|
|
06 |
航太零件 |
F雷雕 |
|
|
電子成品組裝製令
|
第一層 : 母製令->電子成品 |
|
第二層 : 子製令 |
第三層 : 子製令用料內容 |
|
序號 |
子製令產出品料號 |
製程 |
投入材料/半成品 |
單位用量 |
|
01 |
電子成品 |
組裝 |
底座半成品
功能板半成品
主板半成品
顯示面板半成品
連接排線 |
1
1
1
1
1 |
|
02 |
電子成品 |
熱機 |
|
|
|
03 |
電子成品 |
測試 |
|
|
|
04 |
電子成品 |
包裝 |
上蓋
週邊附件
包裝材料 |
1
1
1 |
電子成品一條龍製令
|
第一層 : 母製令->電子成品 |
|
第二層 : 子製令 |
第三層 : 子製令用料內容 |
|
序號 |
子製令產出品料號 |
製程 |
投入材料/半成品 |
單位用量 |
|
01 |
功能板半成品 |
SMT |
空電路板
SMT 零件 |
1
1 |
|
02 |
功能板半成品 |
DIP |
DIP
零件 |
1 |
|
03 |
功能板半成品 |
測試 |
|
|
|
04 |
主板半成品 |
SMT |
空電路板
SMT 零件 |
1
1 |
|
05 |
主板半成品 |
DIP |
DIP
零件 |
1 |
|
06 |
主板半成品 |
測試 |
|
|
|
07 |
顯示面板半成品 |
組裝 |
LCD Panel
零件 |
1
1 |
|
08 |
底座半成品 |
加工 |
底座
其他零件 |
1 |
|
09 |
電子成品 |
組裝 |
底座半成品
功能板半成品
主板半成品
顯示面板半成品
連接排線 |
1
1
1
1
1 |
|
10 |
電子成品 |
熱機 |
|
|
|
11 |
電子成品 |
測試 |
|
|
|
12 |
電子成品 |
包裝 |
上蓋
週邊附件
包裝材料 |
1
1
1 |
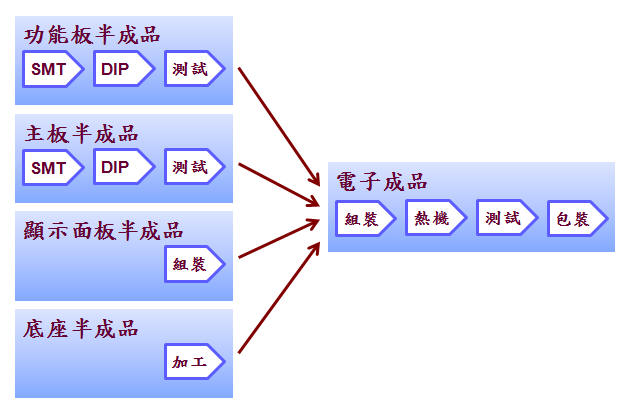
雖然在電子產品的一條龍製令中第二層子製令序號從01~12依序排列,但是神燈會自動從料表(BOM)的組成關係中找出如下圖所顯示的PERT圖形關係,排程運時以此PERT內容為依據,功能板半成品/主板半成品/顯示面板半成
品/底座半成品都是個別獨立排程不會互相影響,等四個半成品都完成排程後,才依據半成品的限制進行電子成品的排程。
|