|
|||||||||||||||
| ● 神燈APS電子報 (2010/05) ● 最實用的APS:神燈先進規劃排程專家系統 ● | |||||||||||||||
|
|
|
|
|
||||||||||||
|
|||||||||||||||
|
|
相同工作內容品項 自動合併生產 (點選詳閱完整內容) | ||||||||||||||
|
生產現場的作業實務常常會因為品質或成本等因素, 在某些特定製程中將相同工作內容品項集中起來合併生產 ...
神燈以獨有的產能運用模式-"合併批數集中作業 併批參數-此組參數在第一階段中用來決定何時應將製令暫存於緩衝區等待更多製令參與運算, 或是決定那些製令達到標準合併進行生產, 包括下列三個獨立參數. 批數限制:此處的"批數"是一個抽象的概念, 它是決定每一個併批最大規模的依據, 如果運用在金屬加工過程使用的真空熱處理爐; 批數應該是對應爐內可用空間. 如果運用在電子業被動元件的燒結製程; 批數應該是對應爐內可放置的盤架數. 如果運用在銅箔基板(CCL)的壓合製程; 批數則是壓合機中可疊置放入的基板總厚度.... |
|||||||||||||||
|
|
8.09.05版新增功能項目 (點選詳閱完整內容) | ||||||||||||||
|
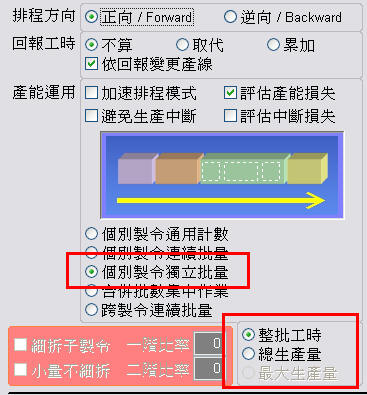
在[EB]的產能運用模式中,個別製令獨立批量分為下列兩種工時計算方式。在[ED]中輸入標準工時的畫面中,會依據[EB]的勾選設定值自動出現適當的欄位說明。
整批工時:不考慮生產數量,每一批生產作業需要使用固定的時間。例如;批量設定為500(每一批的生產數量<=500),工時設定為2000秒,不論批量內的實際生產數量,一律以使用2000秒來進行排程。
總生產量:依據每一批生產數量計算實際需要使用的時間。例如;批量設定為500(每一批的生產數量<=500),工時設定為4秒,則 生產數量為500的一批使用2000秒來進行排程(4*500),另外一個尾數批可能不足量只有156,則使用624秒來進行排程(4*156)。.... |
|||||||||||||||
|
|
在個別程式中以Excel快速增修資料 (點選詳閱完整內容) |
||||||||||||||
|
寫出資料存為Excel檔案:(同一程式所輸出的檔案欄位與讀入檔案相同)
以[AL.主排程(MPS)]程式為例,在程式中可以看到如圖所示的按鍵,點選之後會將程式中的資料輸出成為Excel檔案(檔案格式為5.0/95),此檔案存放在神燈的Output資料夾,檔名為Aps_2al_00000.xls,檔名的"Aps_"為固定字串,"2al"表示此檔案由[AL]程式產出,檔案內的儲存格配置方式可供[AL]程式直接讀入神燈,"_00000"為輸出此檔案的使用者個人編號(若使用單機版神燈輸出檔案固定為"_00000",若使用多人作業的Advanced版神燈,此處會出現使用者登入神燈的個人編號)。 .... 由Excel檔案讀取資料進入神燈:
我們完成前述存檔之後,請關閉Excel回到神燈,進入[AL]程式後點選上圖所標示的讀入鍵,神燈會先進入到Input資料夾尋找Aps_2al.csv,如果找不到Aps_2al.csv則改為尋找Aps_2al.xls,若是兩者都找不到則停止讀入資料的作業流程,若是在兩者之中找到一個檔案,則.... |
|||||||||||||||
|
版權屬亞巽所有,若願意與您的好朋友分享本文內容,請代為轉寄,在此致上無限謝意! |
|||||||||||||||

 ,
在進行排程運算時必需要個別維持原有的識別資料(製令/工單/訂單...),
又要安排出適當的換線前置時間與生產作業時間. 在討論這個產業實際運作經驗的過程中,
要先了解神燈用什麼方式判斷工作內容是否相同?
,
在進行排程運算時必需要個別維持原有的識別資料(製令/工單/訂單...),
又要安排出適當的換線前置時間與生產作業時間. 在討論這個產業實際運作經驗的過程中,
要先了解神燈用什麼方式判斷工作內容是否相同?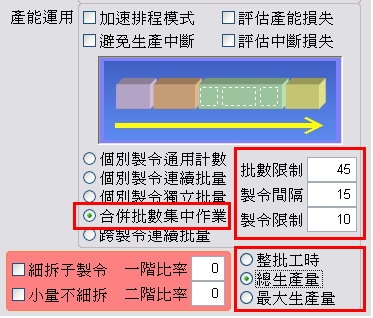 "執行此項特殊排程運算功能,
只要設定適當的參數就可以快速運算排出正確的生產計劃. 右圖中參數分為併批與工時兩組, 依序個別說明如下:
"執行此項特殊排程運算功能,
只要設定適當的參數就可以快速運算排出正確的生產計劃. 右圖中參數分為併批與工時兩組, 依序個別說明如下: