|
某些企業因為受到生產型態特性影響,不論所接訂單品項內容如何變化,總會出現固定的生產瓶頸,這種狀況的企業如果想要改善瓶頸,目標明顯而且固定,所以不是我們目前所要探討的對象。本文所要探討的是沒有固定瓶頸,隨著接單品項內容在不同日期不同產線機動出現瓶頸的生產型態,我們以神燈預先內建的電子組裝業樣板資料為例,介紹完成排程作業之後如何利用系統的功能快速找出瓶頸所在位置與日期,進一步判斷可採取的對策,這樣才能讓整體運作效益更加提昇,充份發揮APS系統的效益。
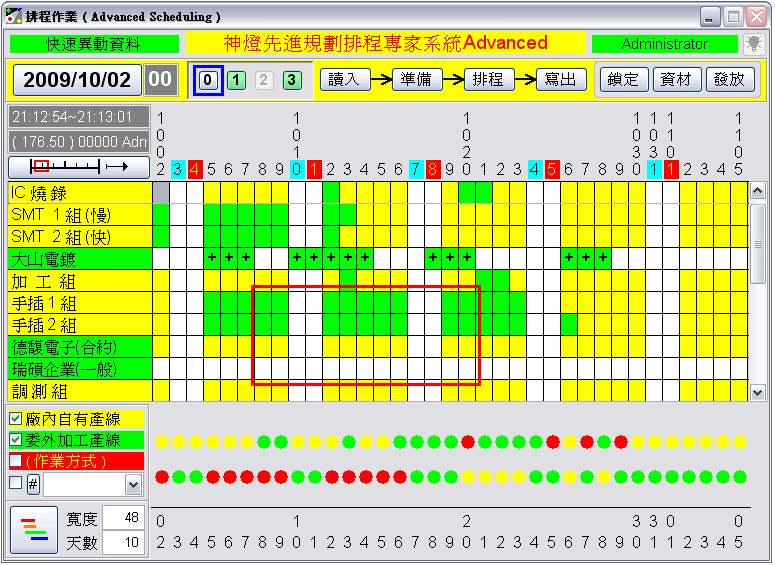
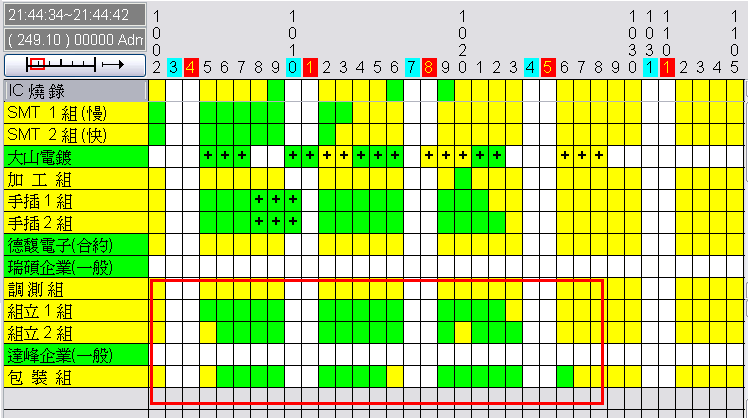
第一個判斷瓶頸的方法是觀察畫面圖形:以下列圖面為例說明,首先看到排程之後的畫面資料,左上角的08:44:38~08:44:46記錄排程運算的起始與截止時間,期間共耗用8秒進行所有運算作業並且顯示出圖面內容,在此圖面中橫軸排列為日期(從10/02~11/05),縱軸排列為產線/機台,縱橫軸的交叉點黃色或綠色的方格我們稱為產能方塊。
每一個產能方塊標示出單一產線/機台在某一天的產能運用狀況,產能方塊如呈現綠色表示可用產能與排入工作量相等充份運用所有產能。如果產能方塊呈現黃色表示當天的產能並未充份運用,有一部份產能閒置浪費了。如果純粹從數學模型的計算來看問題,會認為每一天的產能都應該充份運用,不應該出現黃色的產能方塊,但是具有生產作業實務經驗的人都知道,實際生產作業過程中,因為前後製程的開/完工時間影響後製程的作業時間,所以難免會出現一些黃色的產能方塊。(所有品項都只有經過單一製程,沒有任何互相影響因素的純理論假設狀況,因為與生產實務差距過大所以不在本文討論範圍)。
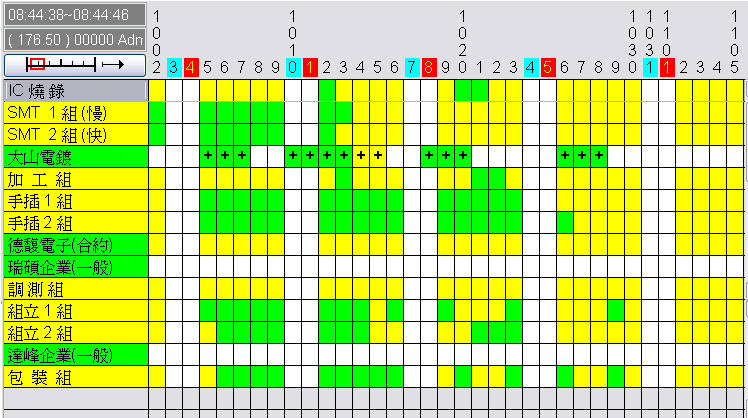
觀察圖片內容由上而下可以看出SMT兩條產線的工作量緊密排列(綠色的產能方塊)生產到10/13與10/12,手插兩個組的工作量則緊密排列到10/23與10/26,接著向下看到組立兩個組的綠色產能方塊排到10/29與10/23,但是從10/14開始出現許多黃色的產能方塊,表示其中有部份因素使組立無法緊接快速生產,最下方的包裝組綠色方塊到10/29為止,但是在10/19開始交錯出現黃色產能方塊,情況與組立一樣,期間有部份日期無法充份發揮生產效率。
綜合圖面與上述說明,可以快速研判目前的生產作業瓶頸就是出現在手插作業,如果我們想要看到進一步分析後的詳細數據,可以採取下列作業:
第二個判斷瓶頸的方法是分析製程延誤時間:不論是什麼原因造成生產瓶頸,從數據分析可以發現前後製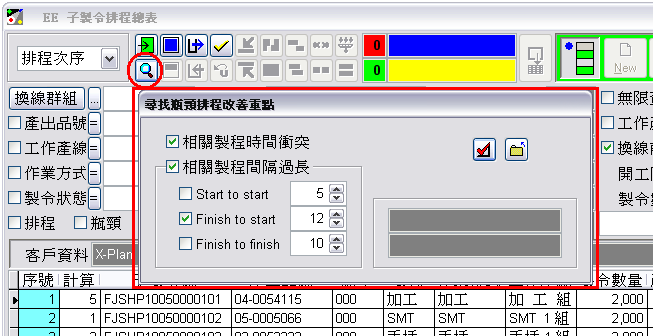 程之間發生延誤,前製程完工後等待一段過長的間隔才能進行後製程的生產作業,我們可以進入[EE]程式點選分析功能小按鍵,在新開出的分析功能視窗中點選Finish to start,指示神燈若是發現前製程完工後隔了12小時以上才進行後製程的資料狀況都標示為瓶頸,神燈完成分析運算自動關閉小視窗之後,我們可以在此程式中勾選過濾條件觀察所有的生產作業瓶頸資料如下圖: 程之間發生延誤,前製程完工後等待一段過長的間隔才能進行後製程的生產作業,我們可以進入[EE]程式點選分析功能小按鍵,在新開出的分析功能視窗中點選Finish to start,指示神燈若是發現前製程完工後隔了12小時以上才進行後製程的資料狀況都標示為瓶頸,神燈完成分析運算自動關閉小視窗之後,我們可以在此程式中勾選過濾條件觀察所有的生產作業瓶頸資料如下圖:
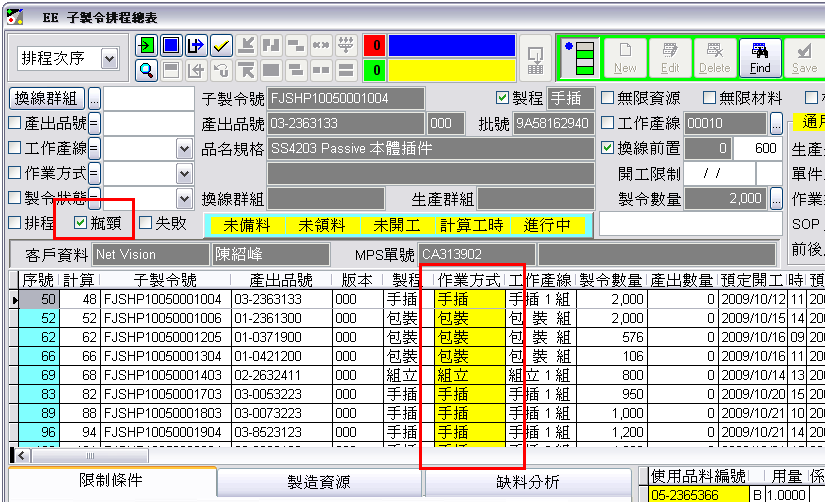
表格內所顯示的資料大部份是屬於手插作業,這正好與前述觀察圖形所得到的初步結論相符合,為了更便於查閱資料,我們在[EE]中增加設定過濾條件並且變更資料的排列順序得到如下圖所列出的結果:
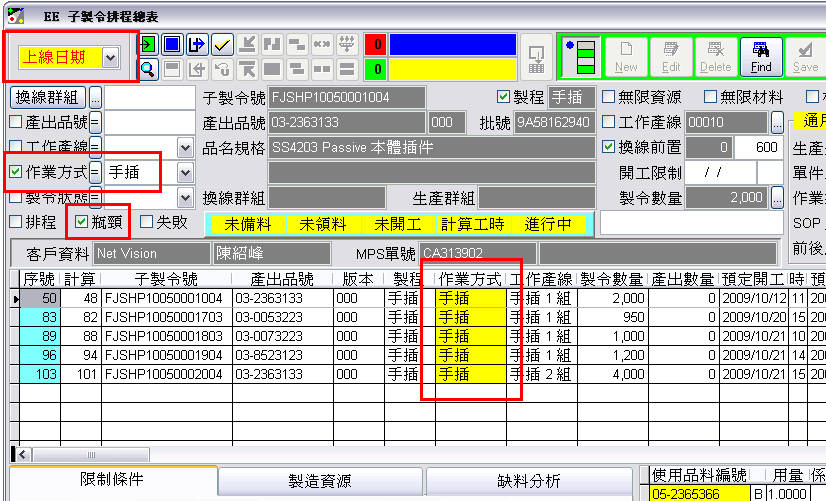
以滑鼠逐筆點選表格內資料,在左下方"限制條件"表格內會出現相關記錄,逐一列出:
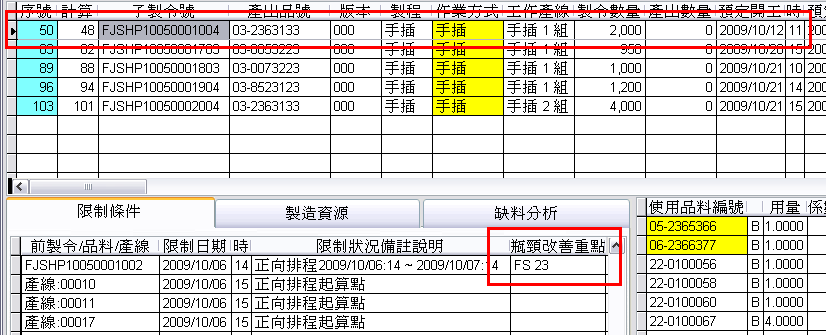
上圖內容資料顯示在2009/10/12:11之前,手插發生23個工作小時的延誤。
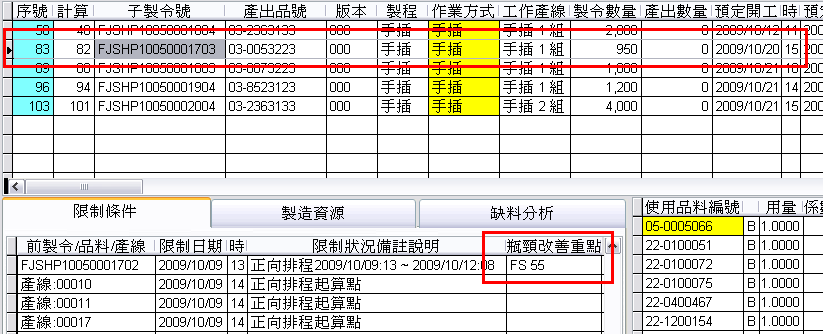
上圖內容資料顯示在2009/10/20:15之前,手插發生56個工作小時的延誤。
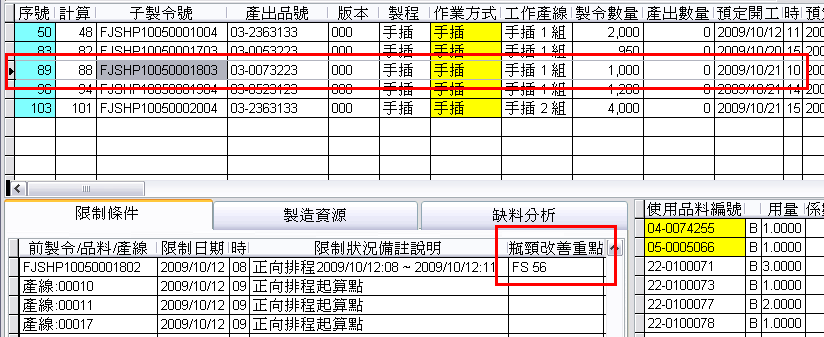
上圖內容資料顯示在2009/10/21:10之前,手插發生56個工作小時的延誤。
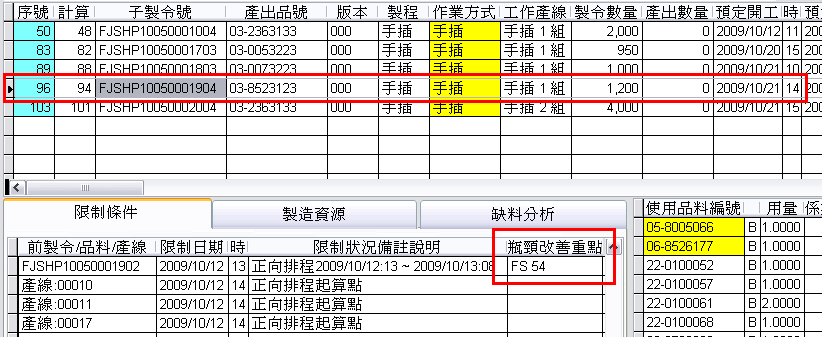
上圖內容資料顯示在2009/10/21:14之前,手插發生54個工作小時的延誤。
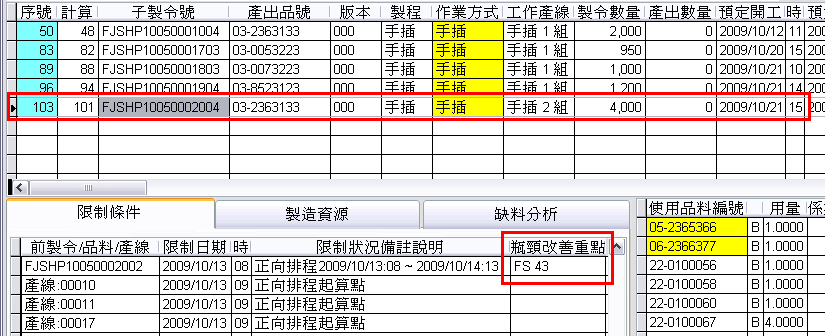
上圖內容資料顯示在2009/10/21:15之前,手插發生43個工作小時的延誤。
從上列的記錄可以看出,如果我們要改善手插的瓶頸,需要設法增加56個工作小時之內的產能(通常先從1/2開始試算觀察成效),投入的方式可以選擇開放委外加工參與排程或是協調廠內產線加班。如下圖紅框標示範圍,
依據第一筆資料與最後一筆資料綜合判斷,投入的時間應該是在2009/10/07之後(2009/10/12回算三天),以及2009/10/21(第五筆資料的開工日)之前,在此條件下適當調度投入產能可以達成效果解決因為產能不足而導致的生產瓶頸與無法及時完工出貨的問題(上排出貨圓點中出現紅點)。
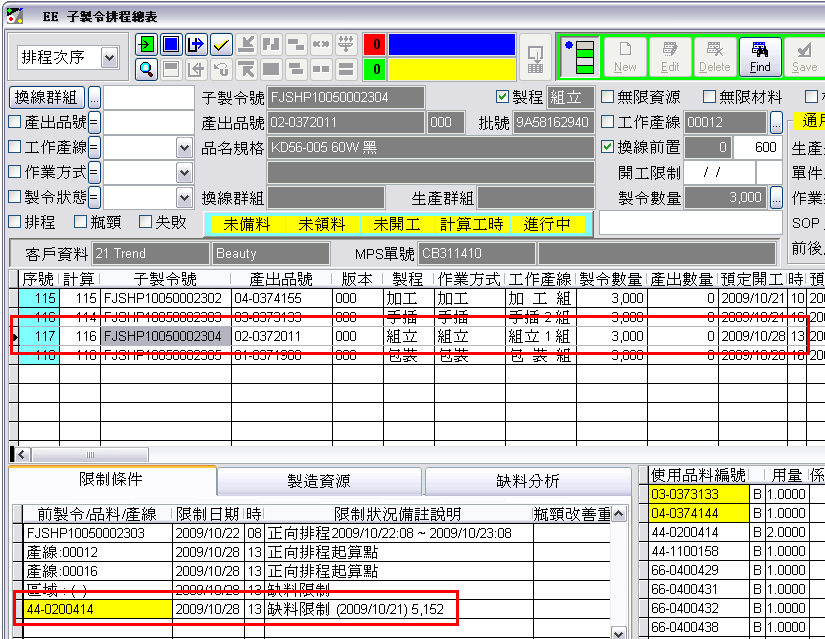
另外在[EE]中我們查詢發現神燈記錄一筆資料因為缺料而影響生產進度,依據缺料品號/數量/時間進行調度,排除此項問題。(與物控相關的詳細說明將請另行參閱其他資料)
在此例中的產能調度作業我們設定手插兩個組在10/08與10/09兩個晚上各加班4小時,在10/10加班一天8小時,兩組共計增加投入32個工作小時,雖然沒有到達56工作小時的最大瓶頸延誤時間,但是已經能發揮效果,排程後因為提前完工可以及時出貨所以上排圓點中原有的紅點已消失變為綠點,畫面如下:
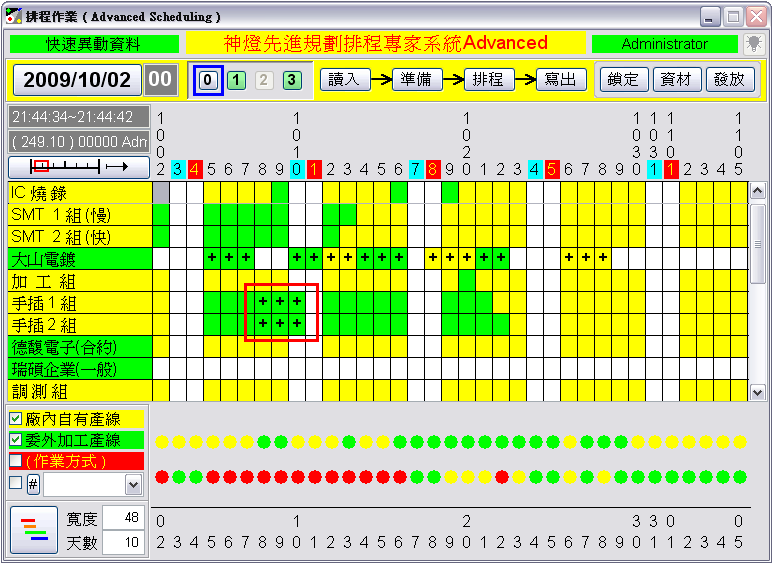
列出所有產線的圖形如下,與原狀況比較後發現組立與包裝的工作狀況安排得更為緊密,大量連續的綠色產能方塊之中穿插的黃色產能方塊減少了,由此可以證實經由分析功能找出的瓶頸範圍是正確的,所以針對重點進行處理立刻就能看到效果。
綜合本文說明內容,神燈確實可以讓我們清楚掌握問題的源頭並採取對策,但是如果發生瓶頸的原因是受到缺料限制(在[EE]的限制條件表格中會出現記錄),就必需運用神燈中與物控相關分析與處理功能,針對所缺的材料採取因應措施,才能收到最佳效果。 |