|
APS系統不論採用何種理論為主要學理依據,實際進行排程運算的時候一定會面臨排程方向的問題,
初級的系統通常採取最簡單的處理方法;提供系統參數讓使用者選擇設定排程方向,在正向排程與逆向排程兩者之間擇一作為系統排程方向的依據,
但是;沒有較理想的折衷方案嗎?此文件中舉例說明不同排程方式的適用範圍,並且說明正/逆向排程混合運作的優點。
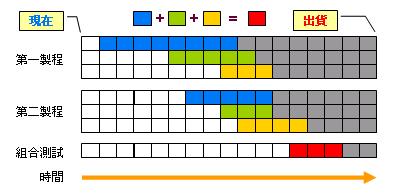 逆向排程;如果我們以MRP或JIT
為基本立足點來思考排程,可能很多人會採用逆向排程的觀念排出右圖的結果。其中以出貨日為依據,提前兩天作為最終製程的完成日期,然後推算出對應的上線日期,再以此上線日期推算出前製程的完成日期,不斷排程計算的結果便完成了所有的排程工作,以此排程結果可算出各項材料的最後投料日期,達成付出最低成本在交期前完工的理想目標。這個方式的適用對象有下列先決條件: 逆向排程;如果我們以MRP或JIT
為基本立足點來思考排程,可能很多人會採用逆向排程的觀念排出右圖的結果。其中以出貨日為依據,提前兩天作為最終製程的完成日期,然後推算出對應的上線日期,再以此上線日期推算出前製程的完成日期,不斷排程計算的結果便完成了所有的排程工作,以此排程結果可算出各項材料的最後投料日期,達成付出最低成本在交期前完工的理想目標。這個方式的適用對象有下列先決條件:
1.可用產能必須大於接單所需產能。
2.生產過程中不必使用大量的人力,所以不必考慮閒置人力問題。
3.生產過程投入材料單純,庫存數量足供應付臨時變動所需。
例如金屬壓鑄產業通常適用這樣的逆向排程方式。但是如果換成其他不能符合前述條件的產業,很可能會為了避免人力閒置浪費成本,希望將製令提前生產,但是
卻因為材料安排在預計投料日前進貨,所以受到材料的限制而無法提前生產,形成兩難的局面不斷發生衝突。
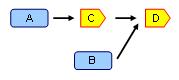 正向排程:依據前段內容所述,對於大多數的產業來說,如果不適用於逆向排程,可以嘗試採用正向排程,以右圖的四張製令為例,系統依據可用產能數據 正向排程:依據前段內容所述,對於大多數的產業來說,如果不適用於逆向排程,可以嘗試採用正向排程,以右圖的四張製令為例,系統依據可用產能數據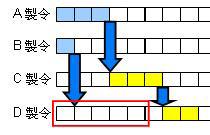 及前製令的完工日期決定後製令的上線日期,所以推算排程的結果很可能如左圖所示。其中可以很明顯的看出B製令過早完工,這很可能會造成不必要的成本與風險。如果B製令是依據D製令的需求進行部分零組件的前加工,則這份排程結果更不能被相關人員接受與執行。 及前製令的完工日期決定後製令的上線日期,所以推算排程的結果很可能如左圖所示。其中可以很明顯的看出B製令過早完工,這很可能會造成不必要的成本與風險。如果B製令是依據D製令的需求進行部分零組件的前加工,則這份排程結果更不能被相關人員接受與執行。
正向排程方式比較適用於製程呈現單線型態的生產模式,相關排程考慮因素中以產能利用率為主要目標,並且客戶下訂單後由生產廠商依據產能狀況排程後回覆交期的產業。相對比較之下;晶圓代工廠比一般消費性電子產品製造廠更適合採用正向排程。
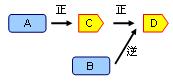 正/逆向排程混合運作:大多數的製造廠,產品製程呈現多線收歛型態,並且還區分主產線與副產線,比較理想的排程方式為;先以正向排程方式安排主產線,然 正/逆向排程混合運作:大多數的製造廠,產品製程呈現多線收歛型態,並且還區分主產線與副產線,比較理想的排程方式為;先以正向排程方式安排主產線,然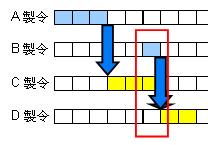 後以逆向排程方式進行副產線的排程。如果以前述正向排程相同的資料為例,應該先以正向排程方式針對ACD三張製令依序進行排程,然後以D製令的上線日期為依據,對B製令進行逆向排程,最後應該會得到如左圖的排程結果,這樣的混合排程方式可以兼具兩種排程方式中主要的優點,取得較佳的實際作業綜合效益。 後以逆向排程方式進行副產線的排程。如果以前述正向排程相同的資料為例,應該先以正向排程方式針對ACD三張製令依序進行排程,然後以D製令的上線日期為依據,對B製令進行逆向排程,最後應該會得到如左圖的排程結果,這樣的混合排程方式可以兼具兩種排程方式中主要的優點,取得較佳的實際作業綜合效益。
神燈採用正/逆向混合運作的排程模式,並且加上許多限制因素作為判斷條件,所以能產生最佳的排程效益,相關資料及作業流程請參閱PDF檔案排程邏輯流程圖。 |