|
製造資源對排程的影響
製造資源泛指所有在生產過程中可能使用的人力(作業員/技術員…)或設備(儀器/模具/治具…)。其中設定為”限制型資源”者在排程時會自動評估每一個小時的使用量,若發現使用量超過可供應數量,系統會自動依據資源的限制調整排程。以免產出無法執行的生產計劃。
以事前並未設定其他限制條件的情況舉例說明如下:
假設工廠內有兩條生產線可以進行相同性質的工作,廠內配備技術人員15人,同時有下列五張製令個別設定需要使用技術員人數如下表:
|
製令 |
需用工時 |
技術員 |
|
A |
7小時 |
7 |
|
B |
10小時 |
9 |
|
C |
9小時 |
6 |
|
D |
8小時 |
12 |
|
E |
6小時 |
3 |
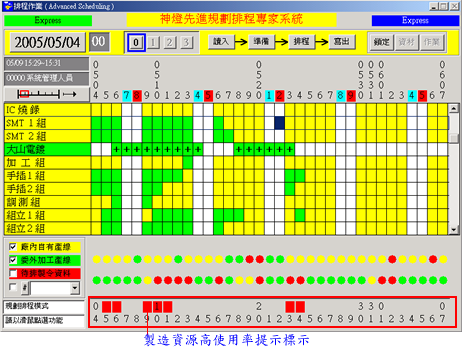
如果未設定限制型製造資源,則排程結果產生的生產計畫如下,下方紅色方格標示出技術員人數不足的時間點,所以這份生產計劃實際上並不可行:
如果將技術員設定為限制型資源,表示在同一時間的總使用量不可超出設定的現有限制數量(15人),則排程結果得到增加三小時但是可行的生產計畫如下:
如果設定技術員這項資源僅對廠內產線有效,委外產線不必調用廠內技術員,表示委外加工的協力廠必須自行備妥上線生產所需要的技術員。並且加入一條委外產線,則較佳的可行排程結果如下,總工時減少了8小時:
如果進一步查詢相關資料並比對排程次序之後加以設定,可以將製令E提前2小時完工,並且將產線1的閑置時間集中在完成工作之後,得到下列的排程:
系統相關設定:
1.在系統中自動對於限制型資源生效進行評估。
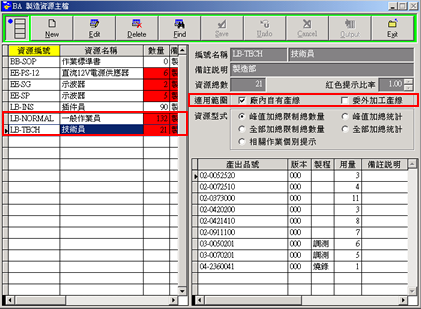
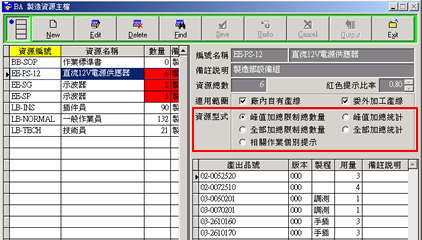
2.在[BA.製造資源主檔]中,
對於必須限制的資源設定為限制型資源,其中兩種限制型態個別說明如下,一般情況下均使用”峰值加總限制總數量”:
甲、峰值加總限制總數量”代表同一條產線在同一個小時之內進行多張製令時(換線或是多張小製令),以其中的最大使用數量為計算依據。
乙、“全部加總限制總數量”代表同一條產線在同一個小時之內進行多張製令時(換線或是多張小製令),將所有使用數量全部加總作為計算依據。
3.
在[BA.製造資源主檔]中,
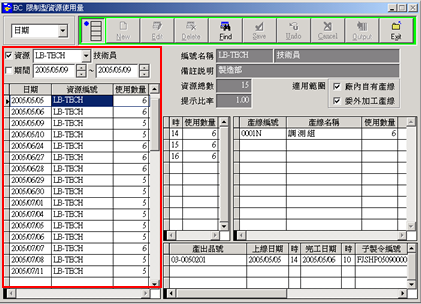
可藉由設定”紅色提示比率”的數值,在[BC.限制型資源使用量]中提示使用率較高的重點,提醒相關部門事前先行確認製造資源供應狀況是否正常。
製令個別設定:
在[EE.子製令排程總表]當中若是對於某張子製令勾選”無限資源”,則此子製令在排程運算中不受製造資源限制的影響,換句話說;即使在此子製令中出現製造資源不足的部分時間,系統依然進行排程。
相關運用技巧:
1.
請將技術性人力與總人數均設為限制性資源,如此便可以在[BC.限制型資源使用量]中查詢到相關使用數據。
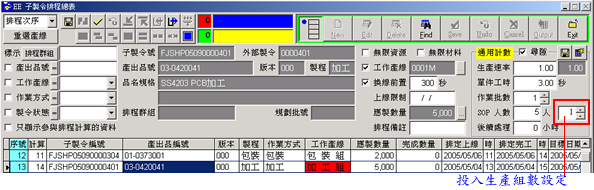
2.
若是查詢資訊後發現人力過於閒置,可考慮在[EE.子製令排程總表]調整部份製令的作業組數,則系統會在合理範圍內運用相關人力,避免閒置過多人力浪費成本。
3.
絕對必要的項目才設定為限制型製造資源,以免排程運作受到過多限制而無法充分發揮效益。
4.
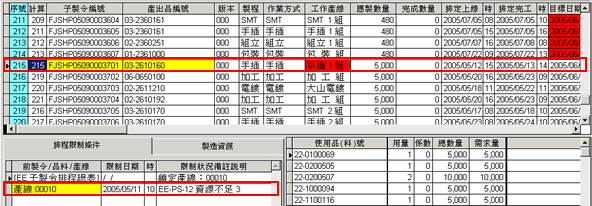
在[EE.子製令排程總表]左下角的”排程限制條件”表格中,會顯示出子製令在排程時是否受到製造資源限制影響上線時間,如果出現因為製造資源不足而產生的限制,只要點選標示為黃色的限制紀錄欄位內容,系統會自動開出視窗顯示相關資訊供判斷之用。舉例說明如下:
甲、在某張子製令的”排程限制條件”表格出現如附圖的內容,其中黃色欄位的資訊表示原定先進行排程時在2005/05/11發現製造資源不足而延後到2005/05/12上線。
乙、如果想要進近一步了解相關資訊,以滑鼠點選黃色欄位,系統會自動產生一個視窗,在其中顯示出於2005/05/11~2005/05/11之間,曾經有哪些製令試圖排入上線但是因為同一個製造資源的不足而延後上線。
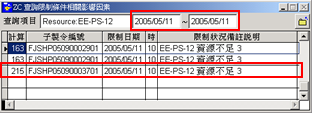
如果想要解決目標子製令的所面臨的製造資源因素使它能夠上線,有下列幾種方式:
i.設法增加六組EE-PS12即可以將FJSHP05090002901及FJSHP05090003701提前排入。
ii.使優先使用資源的製令提前完工(三個小時以上),即可將上列製令提前排入。
iii.設法調整生產順序,使目標製令可以如預期時間生產。
|