|
某些產業需要依據"最少損失"的原則進行排程,儘可能以產線較高的稼動率來降低總成本,如何讓系統依據前後銜接品項判斷出所需使用的換線前置時間,進而排出最低
產能損失的生產計畫便成為APS實際應用的重要課題。
神燈採用換線群組欄位作為判斷依據,若是在同一產線機台前後銜接生產的品項具有相同的換線群組欄位值,系統便判斷後製令不需要重複進行換線,自動將後製令的換線前置時間扣除不予計算。
本文以塑膠射出業為例說明成型產業如何設定換線前置時間,讓系統能有效評估數據排出具有實用性的生產計劃。塑膠射出產業與常見的電子組裝業在換線前置時間數據上有不同的考量,電子組裝業較為單純通常只有一個換線前置時間,遇到換線時必須耗用固定的時間。但是塑膠射出業則需要多段式的結構以便比對前後工作差異算出正確的換線前置時間。例如;使用相同塑膠粒更換模具後可繼續生產需要30分鐘,若是同時還要更換相同材料但是不同顏色的塑膠粒,則需要加上15分鐘共計45分鐘。若是在此同時要更換使用不同
材質的塑膠粒,則可能總共需要耗用60分鐘(30+15+15),或是雖然色號相同但是材質不同則一樣需要耗用60分鐘。在這其中可以發現更換模具是一個獨立項目,不管材料與顏色是否變動換模時間均不受影響,但是材料與顏色則屬於另外一種狀況,若是換材料則需要耗用30分鐘(不論顏色是否相同均需耗用更換顏色的時間),使用相同材料僅更換顏色則需要耗用15分鐘。
如右圖所示內容,神燈容許設定多達五段的多段式換線前置時間,其中分為獨立區段與階層區段兩類,獨立區段為個別單獨計算時間,各段之間不互相干擾,階層區段則由前方開始比較,只要在某一段發現差異需要計算換線前置時間,則後面
各段的時間也要自動計入。
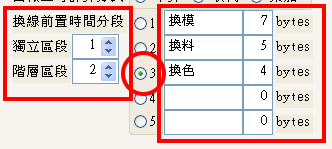 右圖當中左方紅框內資訊顯示設定了一個獨立區段與兩個階層區段,中央紅色圓圈標示出畫面提示目前共有三個有效區段,右方紅框內資訊則是讓我們自行設定每一個區段的名稱以及所佔用的長度。完成設定之後,神燈會在標準工時的畫面中自動出現對應的資訊。 右圖當中左方紅框內資訊顯示設定了一個獨立區段與兩個階層區段,中央紅色圓圈標示出畫面提示目前共有三個有效區段,右方紅框內資訊則是讓我們自行設定每一個區段的名稱以及所佔用的長度。完成設定之後,神燈會在標準工時的畫面中自動出現對應的資訊。
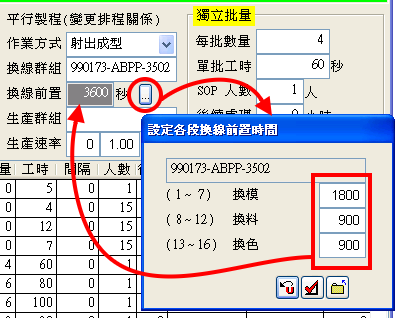 右圖取自製程標準工時畫面的一部份,當我們以滑鼠點選紅色圓圈所標示的小按鍵之後,神燈會出現一個小視窗讓我們修改換線前置時間。此視窗中會出現目前資料的換線群組作為提示,並且依據所設定的資訊自動出現適當的區段名稱及長度標示,便於我們參考輸入換線前置時間。在右圖中,模具編號為990173若是換模需耗用30分鐘(1800秒),所使用材料為ABPP,色
卡編號為3502號。若是
前後製令材料相同色號不同,需要耗用15分鐘(900秒)更換顏色,若是前後製令所使用的材料不同,不論色號是否相同都必須耗用30分鐘(900秒+900秒)。 右圖取自製程標準工時畫面的一部份,當我們以滑鼠點選紅色圓圈所標示的小按鍵之後,神燈會出現一個小視窗讓我們修改換線前置時間。此視窗中會出現目前資料的換線群組作為提示,並且依據所設定的資訊自動出現適當的區段名稱及長度標示,便於我們參考輸入換線前置時間。在右圖中,模具編號為990173若是換模需耗用30分鐘(1800秒),所使用材料為ABPP,色
卡編號為3502號。若是
前後製令材料相同色號不同,需要耗用15分鐘(900秒)更換顏色,若是前後製令所使用的材料不同,不論色號是否相同都必須耗用30分鐘(900秒+900秒)。
假設已經有五部射出機排入工作,各品項所設定的換線群組如下表,若是神燈要接著安排一筆前述品項進行生產,評估之後以紅色粗體字標示出應該計算換線前置時間的區段
如下表:
| 射出機編號 |
前製令換線群組 |
模具編號 |
材料 |
色號 |
換線前置 |
完工時點 |
| INJ_01 |
980071-ABS--3502 |
980071 |
ABS |
3502 |
3600秒 |
4/12 13:00 |
| INJ_02 |
980071-ABPP-3502 |
980071
|
ABPP |
1129 |
2700秒 |
4/12 17:00 |
|
INJ_03 |
990173-ABPP-4412 |
990173 |
ABPP |
4412 |
900秒 |
4/13 08:00 |
|
INJ_04 |
990173-ABPP-1310 |
990173 |
ABPP |
1310 |
900秒 |
4/13 17:00 |
| INJ_05 |
978032-ABPP-9999 |
978032 |
ABPP |
4412 |
2700秒 |
4/12 22:00 |
由上表數據比較便可得知,神燈先依據換線前置時間找出INJ_03與INJ_04兩部損失最少的射出機,然後參考前製令的完工時點(以此決定後製令可開工時間及完工時間),在相同換線前置時間的範圍之內選擇比較早完工的機台,所以最後決定將新製令安排在INJ_03進行生產,以便省下換線前置所造成的損失
並且兼顧提早完工的需求。經由不斷的評估比較,神燈就可以依據設定排出最少損失的生產計劃。
以上的簡例以換線前置時間為第一優先的評估因素,在相同換線時間的條件下則考慮列為第二因素的最早完工時間。在某些情況下還有其他篩選產線的判斷方式,請另行參閱其他文件所敘述之經驗。
|