|
一. |
機台的生產條件:規格限制的設定 |
|
|
一般需要稼動模具的機台設備,普遍都有機台大小的區分,如重量噸數、大小尺寸等的差異,成型機或是壓鑄機均是屬於這樣的特性,所以生產排程對於機台的特性、規格及能力必需要特別注意,才不會錯排耽誤了生產進度。 |
| |
神燈先進規劃排程系統,是將機台的規格納入生產排程的判斷條件之一,所以在自動排程的過程當中,自然會考慮到這些因素,而這些規格條件的控制,就在參數的設定上:
A.首先設定機台規格的型態:
相符式規格以"材料"別來區分,比較式規格則以重量大小"噸"來區分,如圖1所示,有了參數的設定即定義了,排程運算增加了規格條件的慮。
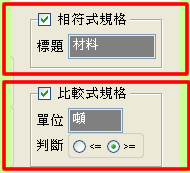
(圖1:排程規格條件的設定)
|
| |
B.再設定各機台的規格條件,如圖二所見。
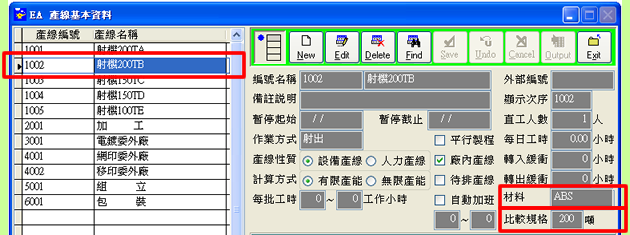
(圖2:各機台的規格條件也必需明確設定)
|
| |
藉由機台規格條件的參數控制,這樣的排程當然是有所依循,完全可以解決人工排程的複雜作業過程。
|
| 二. |
可選產線的設定 |
| |
在排程運算當中,對於機台有多重限制條件時,除了可以運用上述的規格參數來控管之外,也可以直接指定可排程的產線,系統排程的運算將完全依照指定的可選產線內容執行排程,事實上與機台規格設定有異曲同工之妙。如圖3畫面所示,每一個製造品項,均設定可以排入生產的機台,也解決了多重限制條件下排程的困擾。
|
| |
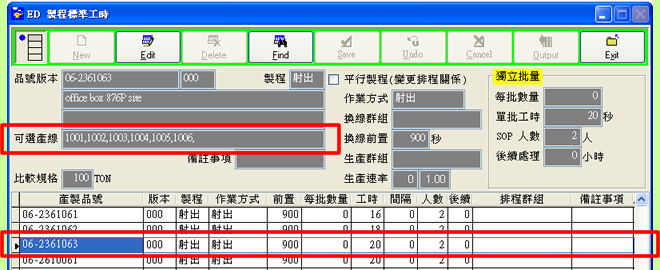
(圖3:將各製造品項直接設定可以選擇的產線)
|
| 三. |
製造資源限制(模具)的設定
|
|
|
在成型產業中運用最為普遍的製造資源為模具,模具必然是有其數量上的限制,所以在多機台多產品生產的作業中,當然要考慮可稼動的數量,才能做好生產排程。 |
| |
藉著在製造資源模組程式的控管,使得製造資源在有限的數量下有合理化的運用,在有限條件的排程下,生產計劃將更符合實際的生產作業狀況。
|
| |
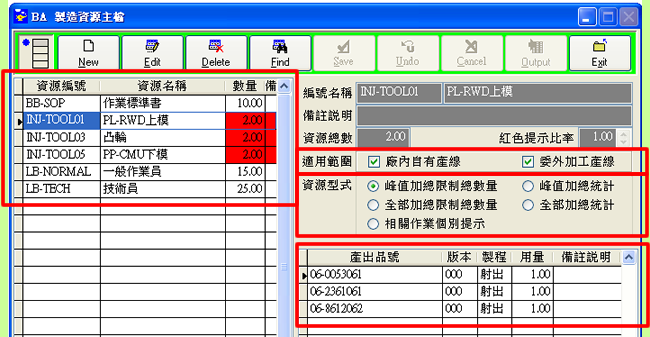
(圖4:製造資源相關的設定參數)
|
|
四. |
機台速率的差異設定 |
|
|
由於生產機台會有新舊或是廠別不同的特性,其所稼動生產的速率也可能會有差異,對於這樣的速率差異,也可以在生產排程中完全表現出來。
|
|
|
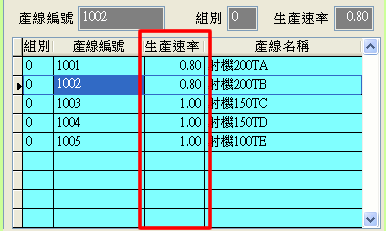
(圖5:機台別速率差的設定)
|
|
五. |
機台產能平準負荷的排程 |
|
|
成型產業的生產排程,常常必需要符合機台的條件來作業,尤其在同時多條件的考慮下,更增加生產排程作業的困難度,神燈系統在排程運算中可以同時考慮多條件的限制快速完成排程,除了完成排程計劃之外,也會依產能負荷平準化的原則,自動分佈機台的產能負載,使其能有合理的稼動,也使生產作業可以合理順暢,如圖6所見的產能分佈狀況,即在多重條件的限制下,仍使排程能有合理的負載稼動。
|
|
|
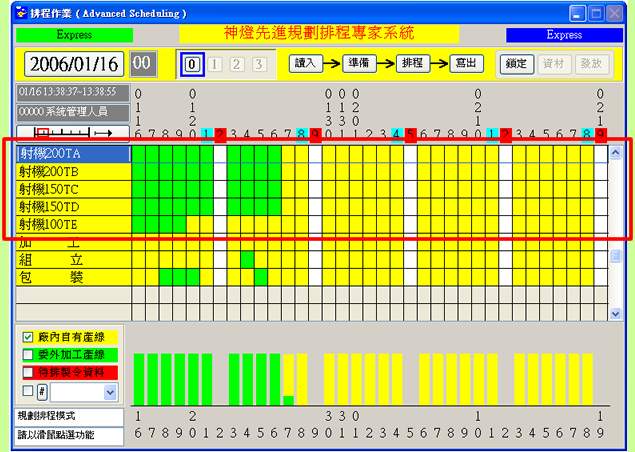
(圖6:在多重條件限制下會依產能平準化的原則完成排程) |