| 一. |
當排程出現產線產能不足的瓶頸時,可以從程式畫面的產能稼動圖示得知。 |
| |
A.從產能稼動看製程瓶頸:
就圖1所示,對應左邊產線及上方日期的方塊,是為產能方塊,綠色方塊表示,當日的產能是滿載的,黃色則表示為產能仍有閒置或是未稼動的情形,從下圖所見,手插線為產能需求日期最長的製程,所以從程式畫面上即可得知,手插線為製程中的瓶頸。 |
| |
B.從出貨提示圓點看出貨延遲:
同圖1所示,在程式下方有二排圓點的提示圖形,上排圓點為出貨狀況的提示,我們看到紅色的圓點也表示,當日也因為手插製程產能不足而出現出貨延遲。
|
| |
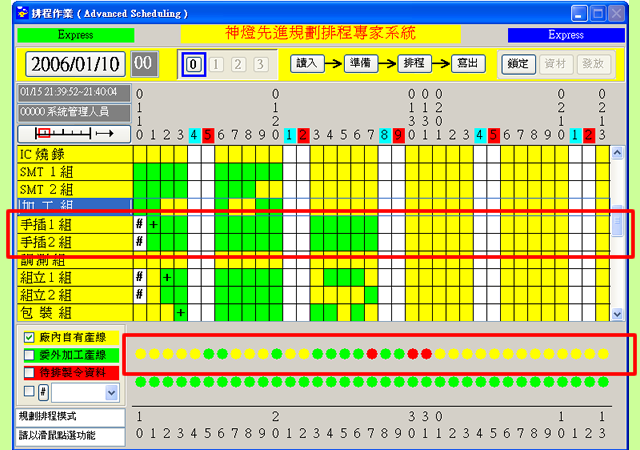
(圖1:產能瓶頸與出貨延遲)
|
| 二.
|
|
| |
A.指定委外加工廠(如圖2):
點選開啟「更換產線」的程式,直接將該製令指定委外加工廠即可。
|
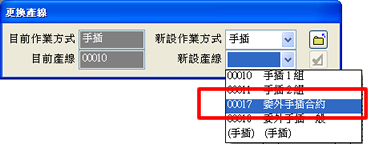
(圖2:設定委外廠)
|
|
B.設定上線與完工(發包與回廠)時間(圖3):
直接將上線與完工(發包與回廠)時間輸入程式右方欄位內,即為排程運算的依據,並依回廠的時間,運算下製程的製令排程。
|
| |

(圖3:設定上線與完工時間)
|
| |
生管在決定發放委外加工時,原則上仍必預估或是詢問製令可回廠的時間,基於這樣的作業實務,神燈系統提供委外加工廠,可以依計劃發放與回廠的時間輸入設定,做為後續製程的排程依據。
|
| 三. |
運用委外加工的產能,重新排程可從畫面上直接檢視結果 |
| |
將廠內產能不足的製程藉由委外加工的調節,從圖示的畫面上可以看出,產線的產能運用,已經獲得了很大的改善,包含廠內各產線產能的運用均能充分銜接,原本會延遲交期的出貨計劃也都可以正常出貨(如圖4)。
|
| |
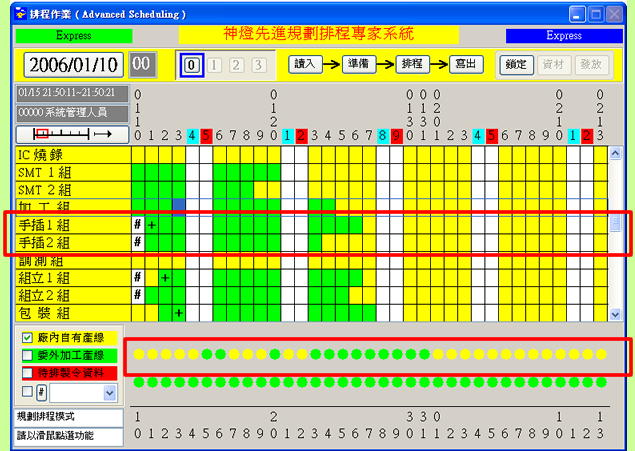
(圖4:廠內產線產能稼動圖示)
|
| |
對於廠委外加工廠,也可以很清楚的看到,產能方塊上出現"綠色方塊"及"+"的符號,表示製令發放外包及停留的時間,白色方塊則表示,當日並沒有製令在委外加工廠;藉由以「自動加班」的方式,顯示製令委外加工的狀況,可以提示生管注意及監督委外加工的狀況,並可適時掌握進度。 |
| |
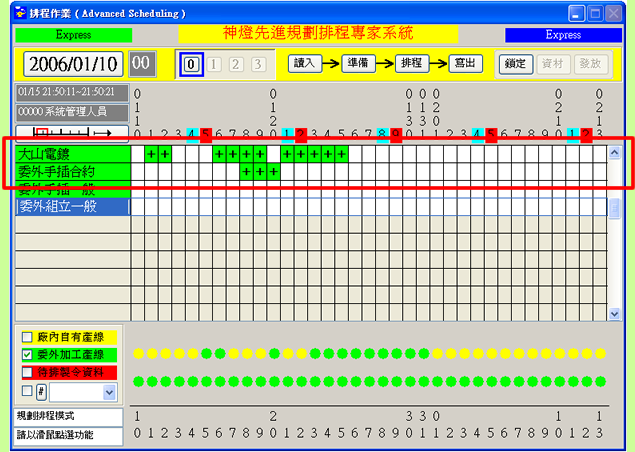
(圖5:委外加工產線的發包狀況)
|
| 四. |
製令委外加工在排程中仍然保持前後製程的關係 |
| |
雖然委外加工的製令是以指定時間的方式來設定,但是對於後製程排程的關連,仍然保持其正常的關係,如下圖6所示,黃色為發放外包的製令,紅色(上方)為其前製程的製令,綠色(下方)為其後製程的製令,其「排定上線」及「排定完工」的時間,均仍保持其基本設定的排程原則。
|
| |
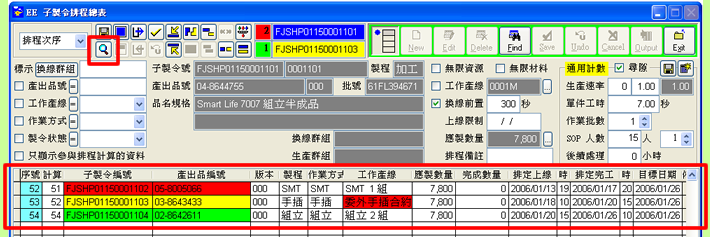
(圖6:委外加工的製令在排程中仍然保持前後製程的關連)
|
|
如果因為人為的疏忽,委外時間的設定出現前後製程上線與完工時間在先後順序上的予盾時,程式也可以藉由EE程式上的放大鏡物件,啟動「尋求排程改善重點」(如圖7),搜尋找出時間衝突的製令。
|
|
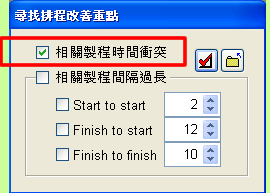
(圖7:設定尋找製程時間衝突)
|