|
上一期我們介紹了委外加工的產能設定,在這一期的內容,我們會更一步來介紹委外加工產線產能運用的控制技巧;神燈系統在委外加工產能的運用控制上,增加了「途程範圍代碼」的控制
功能,這個功能將使得使用者在選用委外產線的產能時,能夠依時間、產線別(可用產能範圍),逐步開放產能,讓系統在執行排程時,可以在不同的時間點,靈活適當的使用委外產線的產能,這個技巧的應用,常常
能適時化解廠內產能瓶頸,對於達成出貨目標的最終目的發揮臨門一腳的表現。
一般委外加工的產線會區分為二類:
1.製程外包:這是原本在廠內未建立的製程產線,主要在於產線功能(能力)的互補規劃,所以只要發生產能需求,就必然需要發放委外生產,這種情形,在系統中我們將這類的外包產線,設定「產線組別為0」,將它視為一般經常性的產線運用,常見的例子中如電子業中的電鍍、沖壓、射出...等製程,可能就是必需傾賴外包(如下圖所示,委外「大山電鍍」為唯一電鍍產線,在排程中將設為一般正常使用之外包產能)。
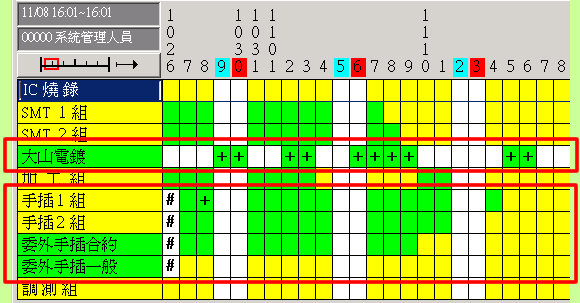
2.產能分擔:在廠內已有經設有同質性及能力的產線,但在政策上為因應起伏不定的產能需求,而增加有調節功能的委外備用產能(例如上圖中的「委外手插合約」與「委外手插一般」),這種性質的委外產線,在排程的運用上,將牽涉到何時發放?發放多少量?的考慮,基於這樣不同的考量及區別,我們採「途程範圍代碼」的功能來做不同的規劃及區分;藉著外包產能運用的優先次序,依序設定「產線組別」為不同的使用範圍(1.2.3...),藉這樣的參數控管來決定哪些產線的產能納入排程使用範圍。
依據前述資料參考下圖所示,「手插1組」、「手插2組」為廠內手插產線,產線組別設定為0,系統進行排程時會自動選擇這兩條產線為可用產線。「委外手插合約」及「委外手插一般」產線為委外產線,分別設定組別為1及2,實際進行排程運作時依據當時所指定的途程範圍代碼決定這兩條委外加工產線是否納入可用產線。如果排程時相對應的途程範圍代碼設定為1,則「手插1組」、「手插2組」、「委外手插合約」均納入可用產線,「委外手插一般」則因為其組別(2)大於途程範圍代碼(1)所以不納入可用產線,系統不會自動排入工作量。

委外加工排程技巧的應用說明範例:
就系統支援的功能而言,產能應變的解決方案包含:加班、移轉產能、設定途程範圍代碼...等,本文舉例說明設定途程範圍代碼開放運用委外加工產線的操作方式。
| A. |
出現
瓶頸判斷需要運用外包產能: |
| |
依據下圖的排程結果檢視,手插產線的
工作量滿載(綠色方格)排至11/14為止,兩條組立線則分別在11/08及11/10出現部分閒置產能(黃色方格),可以判斷為手插產能需求較大而形成11/09之前的瓶頸,我們將採
用設定途程範圍代碼的方式開放外包產能以便適時紓解瓶頸。
|
| |
|
| |
|
| B. |
設定開放外包產能(途程範圍
代碼): |
| |
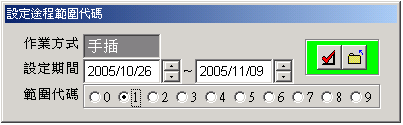
依據前述資訊判斷,如果能夠在11/09之前適度開放委外加工產線,則手插的作業可以提前完成,組立就應該減少出現閒置產能的機會,成品也能夠因此而提前完工,所以;我們先在排程畫面勾選顯示全部資訊,然後以滑鼠右鍵點選紅色的(手插)欄位,畫面會出現一個設定途程範圍代碼的小視窗(如下圖),在此視窗中將11/09之前的途程範圍代碼設定為1,以此告知系統在此期間之內可以將「委外手插合約」納入可用產線進行排程。在此同時「委外手插一般」因為被設定為第2組,所以不會列入可用產線進行排程。
|
| |
|
| |
|
| C. |
重新排程計劃結果: |
| |
重新排程結果,「委外手插合約」產線因已屬可排程產能,而自動排入製令,對於產能瓶頸的舒解,有立竿見影的成效,除了快速完成排程調整之外,也能夠以視覺畫面直接觀察排程結果,亦是操作介面的利器。 |
| |
|
| |
|
委外產線的控管總是讓人感到難以掌握與排程,但是如果透過良好的排程工具,加上適當的規劃及運用,將可以化解原本複雜的排程問題,而使得簡單,更可以進一步有效協助生管提昇在排程作業上的效率。
基於專業代工及分工的趨勢下,產能的分擔及調節只是排程中產能變化的一環,相關於生產計劃排程中必需要考慮的限制性條件,還包含了製造資源及材料限制等,如果忽略其中的影響因素,往往就是造成生產計劃制肘的原因;一個好的排程系統必需面對這些問題提出正確的解決方案,我們會爾後的電子報篇幅中,繼續介紹神燈先進規劃排程專家系統的各項解決方案。 |